欢迎来到盛泰钢管实体生产企业!


欢迎来到盛泰钢管实体生产企业!

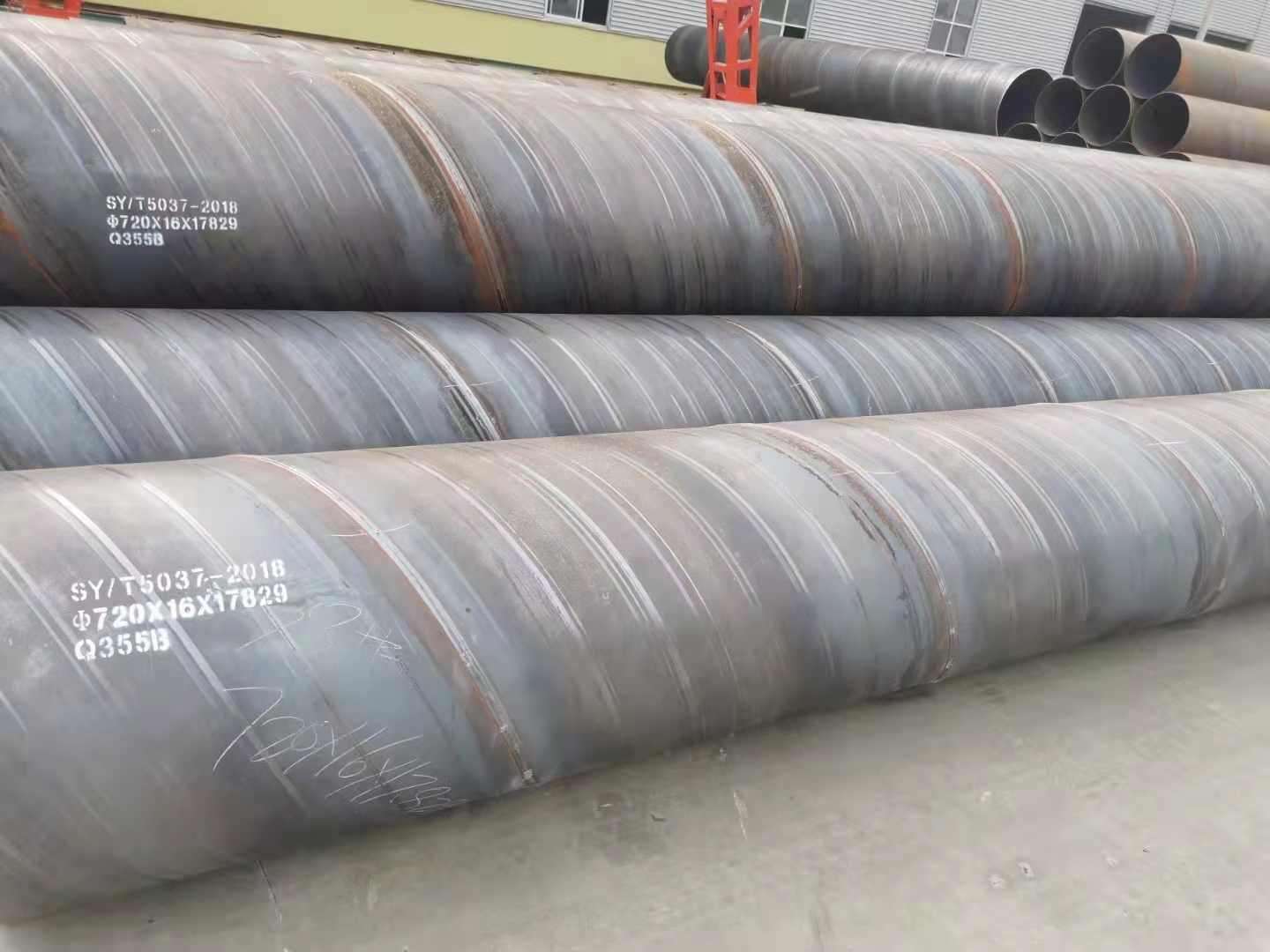
专业生产各型号大口径厚壁螺旋钢管,厂内加工防腐/保温/涂塑
13931773677
0317-6288168
专业生产各型号大口径厚壁螺旋钢管,厂内加工防腐/保温/涂塑
×13931773677
直缝钢管是一种垂直平行于焊缝和钢管的钢管,一般分为公共焊接钢管、焊接薄壁管、变压器冷却油管等。直缝钢管生产工艺简单,生产效率高,成本低,发展迅速。螺旋焊管的强度一般高于直缝钢管。管径较大的焊管可采用窄方坯生产,不同管径的钢管可在相同方坯宽度下生产。但与同长直缝管相比,焊缝长度分别提高了30%和100%,生产速度较低。
直缝钢管预焊质量:预焊质量包括接缝质量和焊缝质量。
1.合缝(即成型缝)无错边或错边小于规定值,一般规定错边量≤8%的钢板厚度最大不超过1.5mm。
2.为保证焊缝具有适当的熔体深度和熔体透量,不仅要保证焊接后无裂纹、无燃烧现象,还要控制焊缝高度,不影响外部焊缝的残余高度。
3.焊缝连续成型良好,保证最终外部焊接质量。
4.焊缝背面无焊接偏差、气孔、裂纹、夹渣、烧穿、焊接肿瘤等缺陷,焊缝中心偏差小于1mm。
5.无电弧烧伤,飞溅小,不影响管槽端部和表面质量。
6.焊缝与母材相匹配,焊接金属的理化性能符合质量要求。
直缝钢管焊接要点:
制造大口径直缝焊管的成型方法包括排辊成型方法(CFE),UOE成型法,CE对于大多数成型方法,最后一道工序是焊接后膨胀管坯,以提高焊接钢管的形状和质量。扩径已成为保证大直径直缝焊管生产中成品管质量的重要工序。扩径是一种压力加工技术,利用液压或机械手段从钢管内壁施加力,使钢管沿径向向外扩张。机械方法比液压方法简单高效。采用国际上几种大直径直缝焊接控制管道的膨胀工艺。机械膨胀是利用膨胀机末端的分段风扇块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形。

1、这是最初的圆形阶段。直到所有风扇块都与钢管内壁接触,风扇块才打开。此时,钢管中圆管的半径在台阶尺寸范围内几乎相同,钢管已初步完成。
二、名义内径阶段。扇形块从前部开始,直到达到要求的位置,这是成品管的周向位置。
3、弹性恢复补偿阶段。在第二阶段,风扇块将进一步减少,直到达到所需位置,即工艺设计要求的弹性前钢管的圆周位置。
有些图文来自网络,如有侵权请联系删除!

© 2019-2022 Sheng Tai Steel Pipe Inc 盐山盛泰钢管有限公司